
欢迎进入蓝能官方网站!
【电话热线】020-34154005
抖音扫码关注



微信扫码咨询
【手机微信】13922491768
020-34252975
产品中心
Products Center
- 产品介绍
- 应用案例
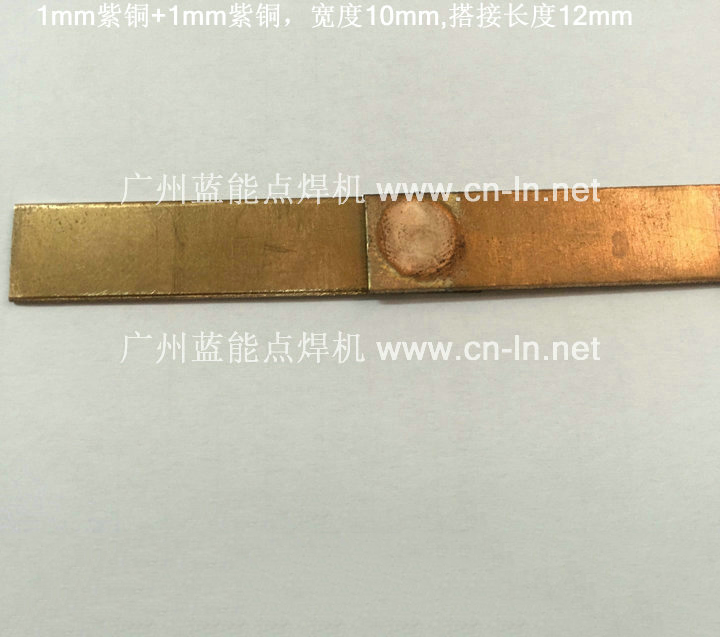
紫铜焊接中频点焊机
1、1mm+1mm紫铜焊接看,宽度10mm,搭接长度12mm;
2、采用中频点焊机焊接;
3、焊点牢固,无虚焊
采用设备:

紫铜点焊机控制器:
项目 | 单位 | 型号 | |
LND-20A | 备注 | ||
额定功率 | KVA | 45 | 设定 |
供电输入电源三相三线(交流电压) | V | 380 | 国标 |
输入端额定频率 | HZ | 50 | 国标 |
功率因数 | COSΦ | 0.82 | 国标 |
输入端额定电流 | A | 83.3 | 计算得 |
输入端A与B相电阻值 | Ω | 万用表测量 | |
输入端A与C相电阻值 | Ω | 万用表测量 | |
输入端B与C相电阻值 | Ω | 万用表测量 | |
输入端A相与机壳绝缘电阻值 | MΩ | 7000 | 1KV摇表测量 |
输入端B相与机壳绝缘电阻值 | MΩ | 8000 | 1KV摇表测量 |
输入端C相与机壳绝缘电阻值 | MΩ | 7000 | 1KV摇表测量 |
输入端设计制造承截电流 | A | 100 | 设定 |
逆变频率 | KHZ | 2 | 设定 |
逆变比 | 倍 | 1:1.4 | 设定 |
PWM输出端电源二线电压 | V | 540 | 万用表测量 |
输出端额定电流 | A | 83.3 | 计算得 |
输出端U、V与机壳绝缘电阻值 | MΩ | 3000 | 1KV摇表测 |
输出端设计制造承截电流 | A | 100 | 设定 |
输出端工作最大电流 | A | 400A | 实际输出电流为400A时,1S内可以放电200MS |
控制方式 | 定电流、电压 | 设定 | |
电流、电压、功率监控 | 有 | 设定 | |
时间设定 | ms | 0-999ms | 设定 |
三段加热过程 | 预热、焊接、回火 | 设定 | |
焊接规范数 | 20组 | 设定 | |
焊点计数功能 | 有 | 设定 | |
缓升缓降 | 有 | 设定 | |
冷却水量要求 | 设定 | ||
外形尺寸 | 550*235*445 | 设定 | |
质保状况 | 1年 | 1年内免费维修 | |
单价(人民币) | 元 | ||
紫铜点焊机变压器参数:
项目 | 单位 | 型号 | |
备注 | |||
额定功率 | KVA | 45 | 设定 |
PWM输入端电源二线 | V | 540 | 设定 |
输入端额定电流 | A | 85 | 计算得 |
输入端工作最大电流 | A | 400A | 实际输出电流为400A时,1S内最长放电200MS |
输入端设计制造承截电流 | A | 100 | 设定 |
输入端U、V与机壳绝缘电阻值 | MΩ | 500 | 1KV摇表测 |
变压比 | 倍 | 55:1 | 设定 |
输出端电源(直流电压) | V | 9.8 | 万用表测量 |
输出端额定承截电流 | A | 4592 | 通电验证 |
焊接时间(放电时间)精度 | ms | ±1 | 设定 |
最大输出电流 | DCA | 20000A | 实际输出电流为20000A时,1S内最长放电200MS |
负载持续率 | % | 20 | 设定 |
焊接循环段 | 11 | 设定 | |
焊接脉冲数 | 3 | 设定 | |
冷却水量要求 | 设定 | ||
外形尺寸 | 260*160*125 | 设定 | |
-
联系我们
-
售后服务
技术支持
焊接件结构建议,可行性分析,焊接工艺、 设备方案、焊接结果检测技术服务支持。
及时服务
24小时及时响应客户的问题反馈。
售后服务
设备交钥匙服务品质,现场陪产、设备维护 保养、设备应用工艺扩展全面技术服务。





微信扫码咨询
抖音扫码关注
视频号扫码关注
公众号扫码关注
广州蓝能智能装备股份有限公司
020-34154005 / 34252975
传真:020-34154005
QQ:459359414,2295546976
邮箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
网址:www.cn-ln.net
公众微信号: cnlndz
地址:广州市白云区西槎路671号聚龙工业区29栋7楼

扫一扫保存联系方式