
欢迎进入蓝能官方网站!
【电话热线】020-34154005
抖音扫码关注



微信扫码咨询
【手机微信】13922491768
020-34252975
- 产品分类展示 -
PRODUCT CLASSIFICATION
————
-
圆线电机引线焊接
-
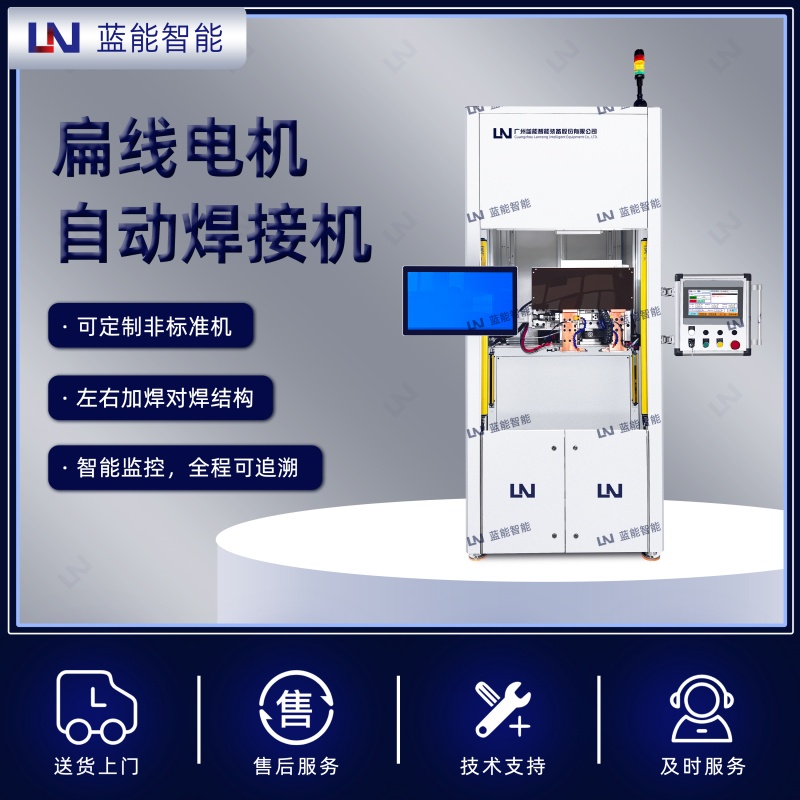
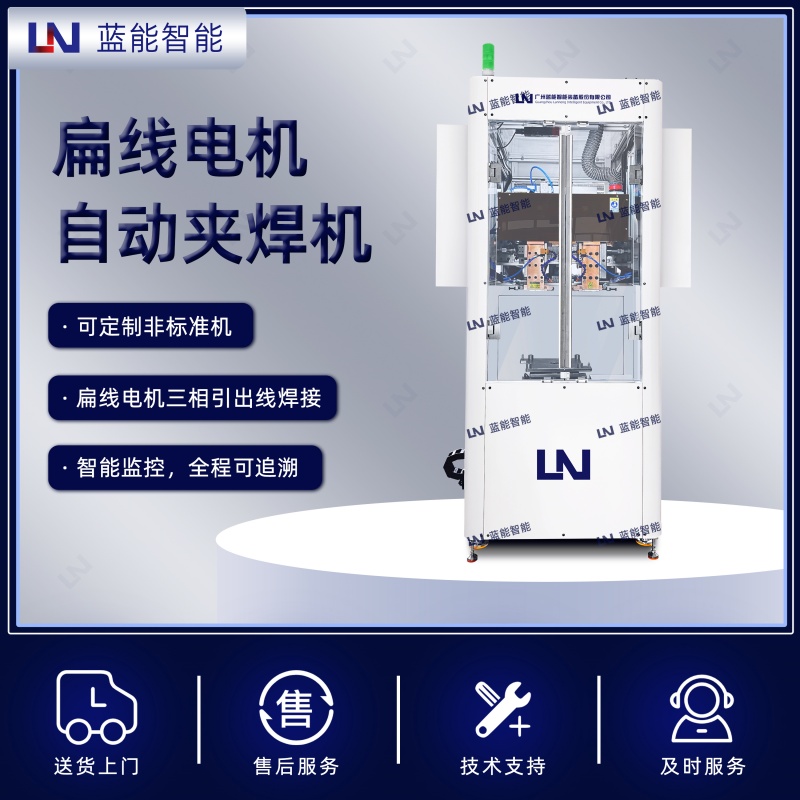
扁线电机引线焊接
-
利兹线/丝包线焊接
-
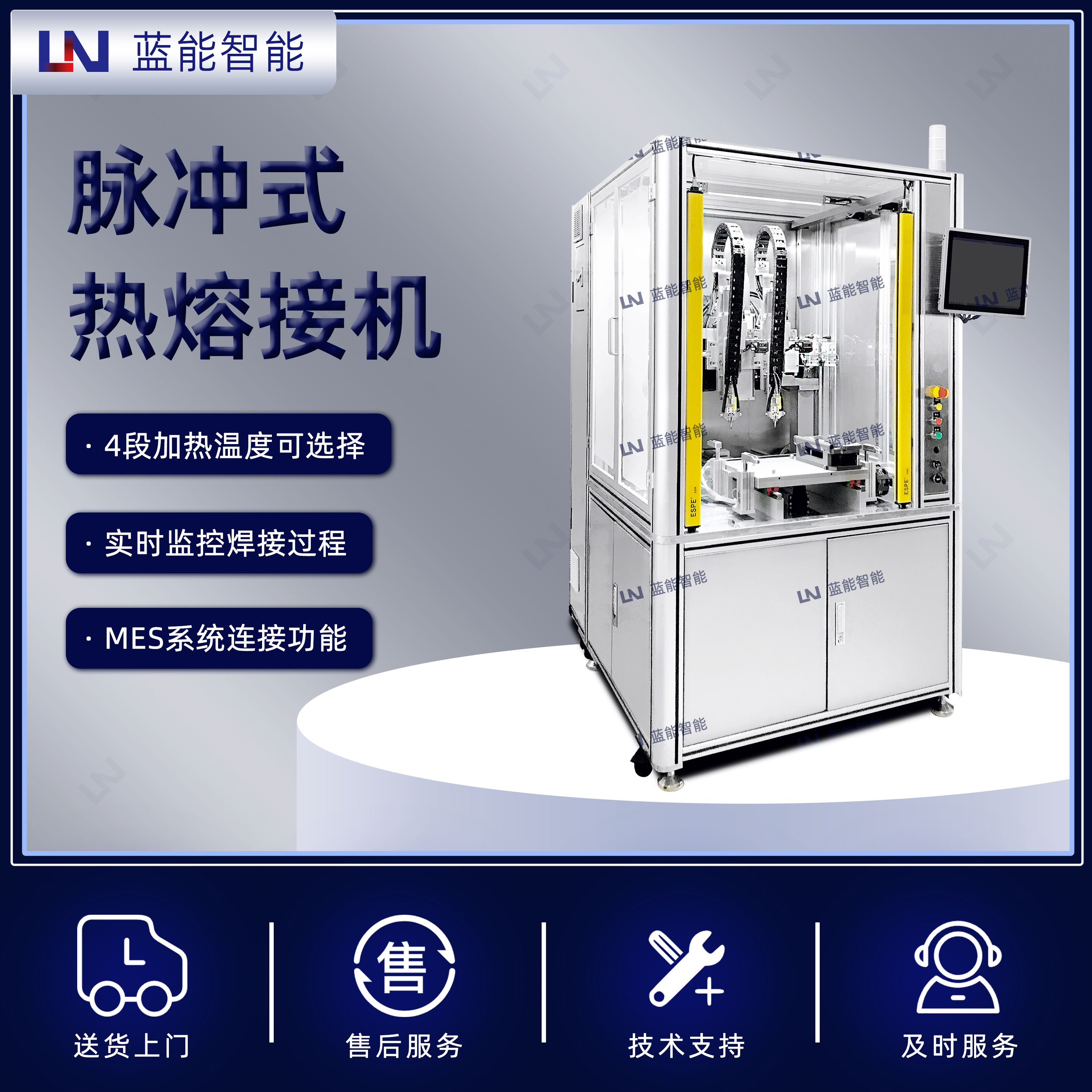
成型压方焊接
-
精密左右焊接
-
自动/其他焊接

应用于汽车电机、纯电动汽车、混合动力汽车、电动大巴车、电动叉车、 电动三轮车、旅游观光车、空调电机、电梯电机、地铁驱动电机、发电电 机、EPS电机,油汀电机,电抗器,充电桩等领域。




- 热销新品 -
HOT SELLING
————




- 公司介绍 -
COMPANY INTRODUCTION
————
- 荣誉资质 -
QUALIFICATION
————
- 1
- 2
- 3
- 4
- 5
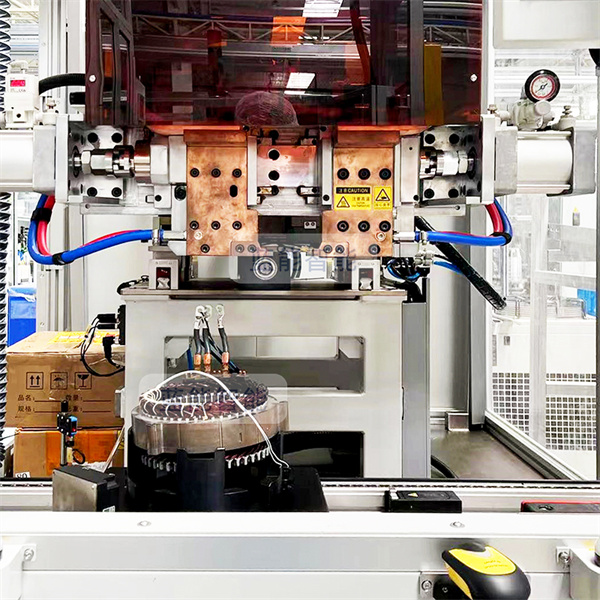

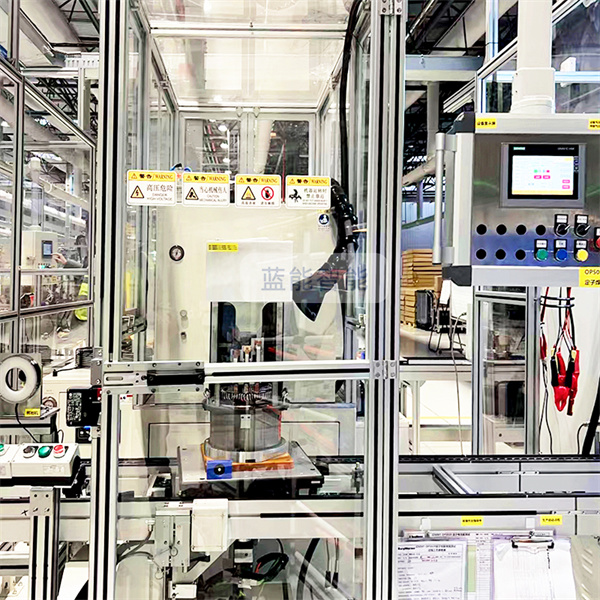
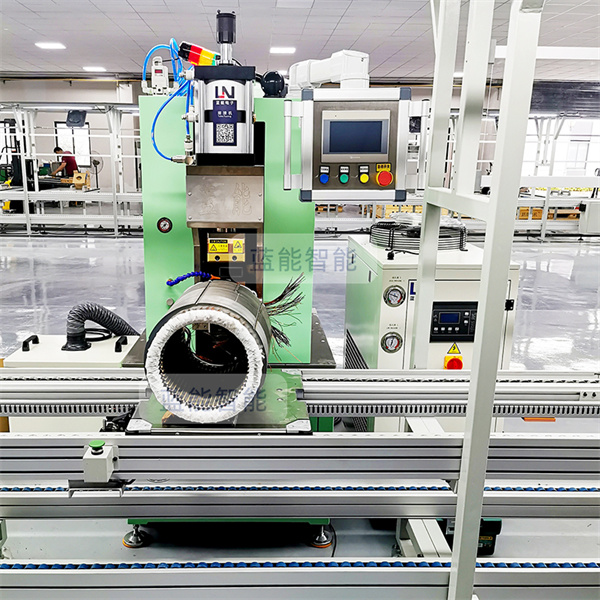
广州蓝能智能装备股份有限公司
· 中国智能精密电阻焊方案提供商 · 电机引线热熔焊接机优秀服务商
我司成立于2011年,专业研究、开发、生产、销售智能精密电阻焊设备、圆线/扁线电机引出线焊接机、漆包线/电磁线热熔焊接设备、汽车零部件焊机、非标自动化焊接设备等。团队持续研究稳定高效的多股漆包线免脱漆焊接工艺,向市场推出性能优越的漆包线/电磁线热熔焊接机,得到市场高度认可,系列产品在细分市场占有率达70%。公司产品广泛应用于汽车电机、纯电动汽车、混合动力汽车、电动大巴车、电动叉车、电动三轮车、旅游观光车、空调电机、电梯电机、发电电机、EPS电机,油汀电机,地铁驱动电机、电抗器,充电桩等领域。客户遍布全国,集中大湾区,长三角,环渤海、京津冀等区域,包括SEW电机、浙江方正、浙江卧龙电机、苏州汇川、苏州绿控、苏州朗高、美芝、宁波菲仕、天津松正、长鹰信质、南洋电机、合肥巨一动力、珠海英博尔、武汉博格华纳、陕西法士特、浙江中车尚驰、厦门势拓、河南通宇、浙江全兴精工集团、浙江奥思韦尔等新能源电机行业。
·高新技术企业
·省级“专精特新”企业
·科技型中小企业
·中国汽车工业协会车用电机电子电器分会会员
·中国汽车新能源电机电控产业联盟会员
·中国电器工业协会中小型电机分会会员





- 合作客户 -
COOPERATIVE CUSTOMER
————
-
9
-
4
-
2
-
16
-
15
-
7
-
10
-
12
-
17
-
6
-
5
-
1
-
13
-
19
-
18
-
11
-
3
-
14


















- 产品焊接视频 -
WELDING VIDEO
————
-
- 企业资讯 广州蓝能 2026 年清明放假及服务安排通知
广州蓝能智能装备股份有限公司 2026 年清明放假安排如下:假期为 4 月 4 日 - 4 月 6 日(共 3 天),4 月 3 日、4 月 7 日正常办公。假期期间,公司官网、线上咨询平台正常运营,留言将在节后首个工作日集中处理;如遇设备紧急故障,可联系 24 小时应急专线 13922491768 获取支持。感谢您的信任与支持,平安清明、万事顺意。
-
- 企业资讯 开工大吉 I 广州蓝能智能装备股份有限公司2026年开工公告
广州蓝能智能装备股份有限公司已于 2026 年 2 月 24 日(农历正月初八)正式全面开工,各项业务恢复正常运营。公司将继续专注于扁线电机焊接机、精密电阻焊机等智能装备的研发与生产,坚守精工品质,优化技术参数,为客户提供高精度的焊接解决方案。假期期间的客户咨询、订单需求及技术支持请求,团队已开始有序处理并逐一回复。新岁启航,广州蓝能全体员工整装待发,愿与广大客户及合作伙伴携手共进,马到功成,共创智能制造新辉煌。
-
- 企业资讯 广州蓝能 2026 年春节放假及服务安排通知
广州蓝能智能装备股份有限公司 2026 年春节放假安排已正式公布,假期为 2 月 13 日至 2 月 23 日,共计 11 天,2 月 24 日正常返岗,2 月 28 日(周六)补班。
为保障客户假期服务需求,我司节前 2 月 12 日正常办公,方便您处理收尾事项;假期期间官网及线上咨询平台持续开放,留言将在节后统一回复;遇设备紧急故障可联系专属销售工程师或紧急专线【13922491768】。
正在进行的项目,团队将在节前同步进度并做好衔接安排,确保项目平稳推进。广州蓝能全体员工祝您新春快乐、龙马精神,期待新一年携手共赢。
-
- 企业资讯 广州蓝能智能装备股份有限公司 2026年元旦放假及服务安排通知
广州蓝能智能装备股份有限公司 2026年元旦放假安排正式公布:1月1日(星期四)至1月3日(星期六)放假,共3天,1月4日(星期日)补班。假期期间,公司官网、线上咨询平台正常运营,紧急设备故障可联系专属销售工程师或电话13922491768咨询。节前将同步沟通在手项目进度,保障业务平稳过渡。感谢客户与合作伙伴的信任支持,祝大家元旦快乐、事业蒸蒸日上,新岁携手共赴新程!
-
- 企业资讯 广州蓝能智能邀您共赴 EVH2025 第八届全球动力总成 & 海陆空驱动系统年会
2025 年 12 月 4 日 - 5 日,EVH2025 第八届全球动力总成 & 海陆空驱动系统年会将在上海颖奕皇冠假日酒店盛大启幕。广州蓝能智能装备股份有限公司将携核心设备技术亮相48 号展位,为到场伙伴呈现设备技术细节、多元应用场景及定制化解决方案。展会期间,蓝能技术团队将全程驻场,与行业同仁深度交流动力系统技术升级难点,共商产业协同发展方向
-
- 企业资讯 广州蓝能诚挚邀请您莅临2025EVH 第十届先进电机电控国际博览年会
广州蓝能智能装备股份有限公司诚挚邀请您莅临2025 EVH 第十届先进电机电控国际博览年会。
●展会时间:2025年10月22日-24日
●展会地点:广州空港博览中心
●我司展位:2B166
届时,我司将在现场为您提供:
●专业团队答疑:资深技术与销售团队驻场,为您提供及时、专业的技术解答与合作洽谈。
●前沿趋势探讨:与业界同仁共探技术发展方向,把握市场未来,共寻合作新机遇。
我们期待在2B166展位与您相见,共话发展!
📞 咨询与试样预约:13922491768(李工)
🌐 更多信息:www.cn-ln.net
- 新闻中心 -
NEWS CENTER
————
-
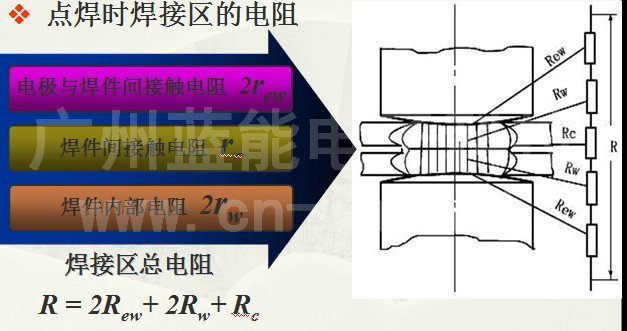
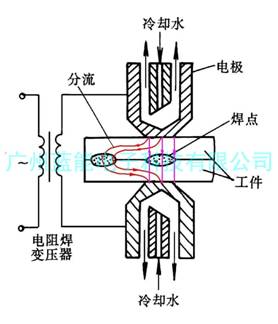
- 影响点焊机热产出的因素有哪些?
点焊机是利用电阻热和压力实现焊接的专业点焊技术设备,我们专业生产高频点焊机、中频点焊机,是产热比较好的点焊机,电流上升快,能量集中,产热好。高频点焊机、中频点焊机已经在市场中占有相当重要的地位。影响点焊机在焊接过程中的热产出有以下因素:1、电阻: 电阻的大小直接决定着点焊机焊接过程中熔核的形成。电阻是点焊的热源。电阻取决于工件材料的电阻率,电阻率低的能够很好的导电,产热慢,反之高电阻率的工件...

-
- 点焊机多焊几个点会比较牢固吗?
在金属焊接中,使用电阻点焊机焊接的时候,焊牢是最基本的要求,从简单的形象上看似乎焊点越多越牢固,因此部分人会说不行就多焊几个点,肯定牢。其实这是有偏颇的。在多点焊接时,焊点间距是有要求的,越接近这个要求,多个焊点就越牢固。如果焊点间距不符合要求可能会适得其反,焊点越多、间距没规律越不标准越难保障牢固度,焊点的质量会变得更差也是可能的。 造成这种问题的主要原因就是焊点的分流现象。点距过小时易产...

-
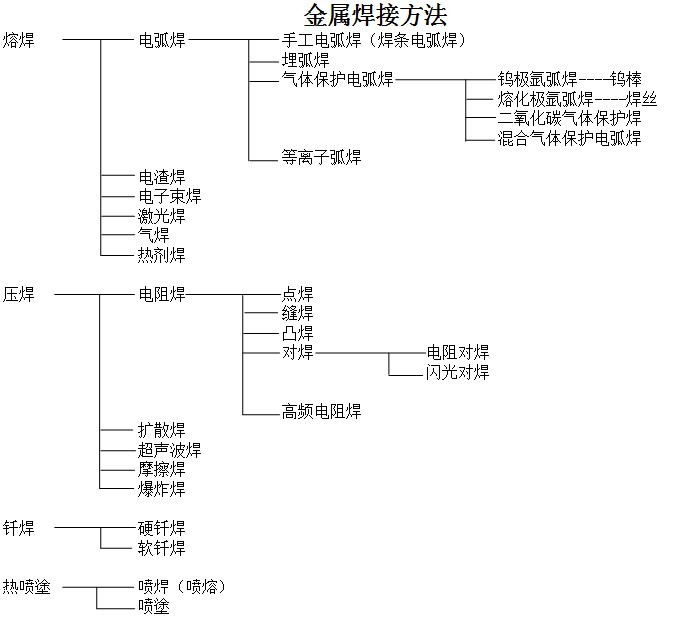
- 金属焊接的方式都有哪些?
经常遇到一些客户,因为焊接产品结构比较多,焊接部件比较复杂,比如同时需要焊线和线,又需要焊线和片,既有薄的部件,比如在0.5以下,又有厚的,比如2.0以上的,在选择焊接设备,焊接设备的流水线使用配合上总是要事先考虑的。那么应该先清晰以下金属焊接的方式都有哪些?再结合如下几个方面来选择焊接设备: (1)焊接工件材料,形状结构; (2)焊接效果要求,包括品质要求; (3)工作条件和节能要求;...


-
- 电池点焊机用什么电极?
电池组连接片焊接、锂电池镍带焊接一般都采用单面双点焊点焊机焊接(双针焊接)。 连接片的材料有纯镍片、钢带镀镍等。在焊接中,电极材料如果没有选对,电池点焊机很容易发生“粘电极”现象或者“飞溅”比较严重。 现在电池点焊机电极(双针焊接)材料一般都采用氧化铝铜。氧化铝铜又称为弥散铜, 该复合材料是用12-25 纳米极细小A1203 微粒强化铜的基体,使该材料具有高强度、高硬度、高导电性及高软化...
-
- 电阻焊电源在细小金属丝对焊中的应用体会
由于电阻对焊的优点:接头光滑,毛刺小,焊接过程简单,在很多细小的金属丝对焊中,都希望可以通过电阻对焊设备来实现。 比如在照明灯具上广泛应用的可伐丝对焊。最近几年由于飞利浦照明产品的升级,在产品焊接上要求可伐丝材料更硬,焊点大小要求更为严格,不能超出线径等,给可伐丝的对焊设备(自动点焊机)带来新的挑战与机遇。可伐丝传统的对焊,包括线径1mm以下的其他材料金属丝的对焊几乎都采用拉弧焊。拉弧焊是一...
-
- 我司点焊机安装调试步骤
正确安装调试点焊机,让工作更顺心顺意。安装调试 ① 将电源安装在合适的位置,保证平稳、安全、通风和符合环境要求。 ② 将变压器箱和机头连接好、变压器箱与电源控制箱连接好,连接电磁气阀控制线、启动控制线和其它必要的控制线,并确保接线正确; ③ 连接气源、水源(机头水冷时)和电源,确保连接正确; ④ 打开电源,进行参数组选择、检查参数和修改参数; ⑤ 将RDY/SCH...
-
- 电极压力对点焊机焊接头性能的影响
电极压力也是点焊的重要参数之一。电极压力过大或过小都会使焊点承载能力降低和分散性变大,尤其对拉伸载荷影响更甚。当电极压力过小时,由于焊接区金属的塑性变形范围及变形程度不足,造成因电流密度过大而引起加热速度大于塑性环扩展速度,从而产生严重喷溅。这不仅使熔核形状和尺寸发生变化,而且污染环境和不安全,这是绝对不允许的。电极压力大将使焊接区接触面积增大,总电阻和电流密度均减小,焊接区散热增加,因此熔核...
-
- 焊接时间对点焊机焊接接头性能的影响
电阻焊时每一个焊接循环中,自焊接电流接通到停止的持续时间,称焊接接通时间,简称焊接时间。 焊接时间对焊接接头性能的影响与焊接电流相类似,如图1。但应注意两点: ①C点以后曲线并不立即下降,这是因为尽管熔核尺寸已达饱和,但塑性环还可有一定扩大,再加之热源加热速率较和缓,因而一般不会产生喷溅; ②焊接时间对代表接头塑性指标的延性比影响较大,因此,对于承受动载或有脆性倾向的金属材料(可淬硬钢、...
-
联系我们
-
售后服务
联系地址
广州市白云区西槎路671号聚龙工业区29栋7楼
固定电话
020-34252975
移动电话/微信
13922491768
电子邮件
sales@cn-ln.net
合作伙伴
Cooperative partner
-
3
-
1
-
4
-
5
-
7
-
6
-
8
-
9
-
10
-
11
-
12
-
2
-
13
-
14
-
15
-
16
-
小康logo
-
1634550227(1)
















新闻资讯
News Center
-
技术百科
-
公司动态
-
行业资讯

-
- 丝包线膜包线热熔焊接工艺技术说明
2025-06-06该工艺采用高温热压原理,在精确控制的温度和时间参数下,使线材绝缘层(漆皮)完全气化,同时实现金属导体的可靠连接。相较于传统焊接方法,热熔焊接具有显著优势:
▲环保性能突出:全过程无需使用焊锡和助焊剂,避免化学污染;
▲连接可靠性高:经测试,焊点导通率达到100%,机械拉力强度完全符合行业标准;
▲工艺效率优异:省去传统工艺中的脱漆皮环节,配合专用定位夹具,单点焊接时间可控制在3秒以内。

-
- 利兹线焊接工艺解析——热熔焊接提升无线充电桩与电感制造可靠性
2025-06-05针对不同绝缘层特性的利兹线,热熔焊接采用差异化方案:
普通绝缘层线材:焊接机通过精确控温直接熔融绝缘层,使金属线芯在高温高压下形成冶金结合,无需预先剥皮,避免人工操作导致的线材损伤或氧化。这一工艺在无线充电桩焊接中尤为重要,可确保高频线圈的稳定导电性能。
特殊外层绝缘线材(如橙色护套):由于某些绝缘材料(如耐高温涂层)无法完全热熔,需先去除外层,再采用热压焊接,以确保界面洁净,减少接触电阻。该技术广泛应用于电感利兹线焊接,满足车载电源等严苛环境下的可靠性需求。

-
- LND-200A逆变直流点焊电源的技术总结与应用分析
2025-05-27【LND-200A逆变直流点焊电源】
一、核心技术参数
· 电气性能
输入电压:380V(三相)
输出电压:单相PWM 500V直流
输出电流:200A(最大次级焊接电流10kA)
逆变频率:2kHz(响应速度是工频焊机的20倍)
变压器功率:130kVA(两档次级电压可选:7.1V/8.5V)
· 控制功能
三段加热:预热、焊接、回火(可编程)
多脉冲焊接:1-99个脉冲可调(适应复杂工艺)
控制模式:定电流/定电压(精度更高)
20组焊接规范存储:快速切换不同工艺
· 监测与维护
电流实时监控、焊点计数功能
冷却要求:变压器水冷(3L/min,≤30℃),控制器风
-
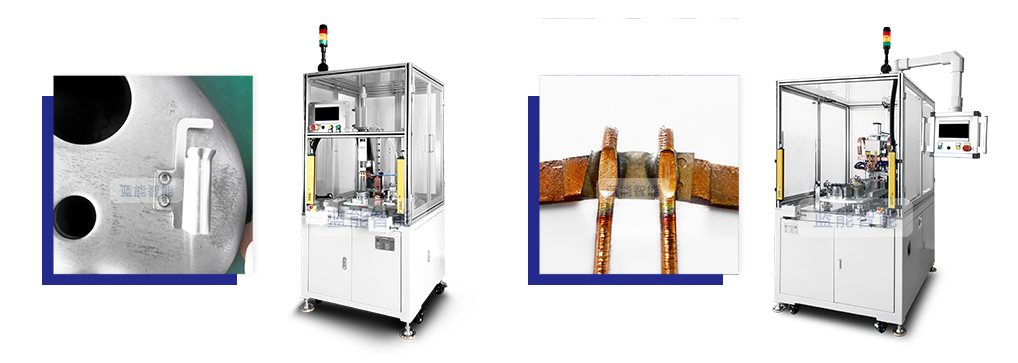
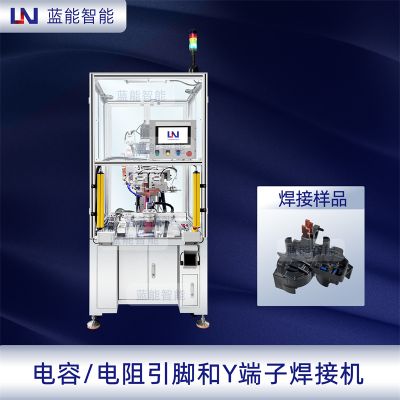
- 精密夹焊机 | Y型端子自动焊接解决方案
2025-05-21【精密夹焊机 | Y型端子自动焊接解决方案】——全监控焊接工艺 · 非标定制专家 · 灵活适配产线升级
✔ 滤波器引脚自动焊接机功能强大!
✔ 设备机头采用弹簧追从机构!
✔ 具备各种位移监控,压力监控,电流监控,时间监控!
【技术优势】
✔ 多参数闭环监控
实时高精度监测焊接位移、压力、电流、时间等核心参数,确保工艺一致性,杜绝虚焊/过焊
✔ 模块化灵活配置
· 可选配独立精密夹焊机头,快速兼容现有产线改造
· 支持焊头结构、工装夹具、程序逻辑深度定制,满足个性化需求
✔ 智能工艺管理
焊接数据可追溯,工艺参数一键存储/调用,适配自动化产线升级需求

-
- 怎么提高旋变电机引线的焊接效率?
2025-05-20【旋变引线焊接机自动焊设备】
· 电机转子位置传感器(旋转变压器/同步分解器,简称“旋变”)是一种高精度电磁传感器,用于检测电机转子的角位移和角速度。其结构由定子和转子组成,定子采用高性能硅钢片叠压成型,绕组作为变压器的原边接收励磁电压,转子绕组作为副边通过电磁耦合产生感应电压。
·旋变引线需通过电阻焊工艺焊接,6根引线需完成剥皮、定位、焊接等工序。在批量生产中,如何保证焊接精度并提升效率成为关键需求。













焊接视频VIDEO
客户服务CUSTOMER SERVICE
围绕客户需求和前端技术持续创新,与业界伙伴开放合作,持续为客户、员工和全社会创造价值。以行业优秀焊接技术服务提供商自我要求,铸就受尊重和信赖的品牌。 |
电机引线焊接机视频
当前位置:
首页>
电机引线焊接机视频
焊接视频
当前位置:
首页>
焊接视频
|





-
联系我们
-
售后服务
联系地址
广州市白云区西槎路671号聚龙工业区29栋7楼
固定电话
020-34154005
移动电话/微信
13922491768
电子邮件
sales01@cn-ln.net





微信扫码咨询
抖音扫码关注
视频号扫码关注
公众号扫码关注
广州蓝能智能装备股份有限公司
020-34154005 / 34252975
传真:020-34154005
QQ:459359414,2295546976
邮箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
网址:www.cn-ln.net
公众微信号: cnlndz
地址:广州市白云区西槎路671号聚龙工业区29栋7楼

扫一扫保存联系方式