
欢迎进入蓝能官方网站!
【电话热线】020-34154005
抖音扫码关注



微信扫码咨询
【手机微信】13922491768
020-34252975
产品中心
Products Center
1.适用范围
本规范适用于软硬板连接技术中的ACF热压作业制程﹐规范此制程的方法﹑要求和注意事项。避免制程设计不合理﹐产品设计不合理,影响产品良率与质量,或出现缺漏现象。
注:ACF连接主要应用于LCD显示产品。包含FPC与PCB连接、FPC与Panel连接、PCB与IC连接、FPC与Ceramic连接、IC Card与IC Tag连接。本规范主要是以FPC与PCB连接(即FOB)为例进行描述,其他方面连接的特异之处,此处不作描述。
2.ACF胶介绍
ACF(Anisotropic Conductive Film),中文名称叫异方性导电胶,如图2-1、2-2所示,是由3~10um导电粒子和树脂组成的连接介质。在经过热压后,信号PAD通过导电粒子上下电气导通,而左右不导通,实现电气连接。树脂经过热固化后,实现机械粘接。
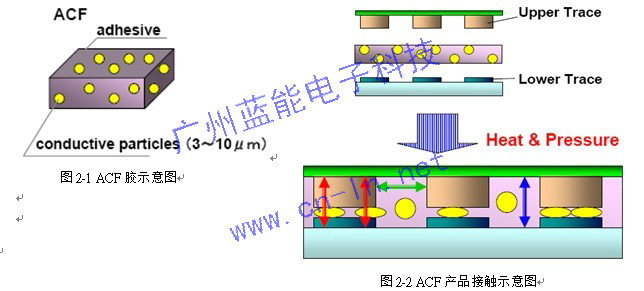
树脂分为热塑性树脂与热固性树脂两大类。热塑性材料主要有热压温度较低,组装快速极容易重工之优点,但亦具有高热膨胀性和高吸湿性缺点,使其处于高温下易劣化,无法符合可靠性、信赖性之需求。热固性树脂如环氧树脂(Epoxy)、聚酰亚胺(Polyimide)等,具有高温安定性、热膨胀性和吸湿性低、可靠性高的优点。但需要较高之热压温度。因其可靠性高,是目前采用最广泛之材料。
社内目前对于ACF的使用暂处于验证阶段。目前主要有使用日立、索尼两家厂商的ACF胶。相关型号料号在建中。此两种料的验证结果均OK,均可选用。(广州蓝能电子,最专业的脉冲热压机制造商)
3. ACF热压连接的基本原理及特性
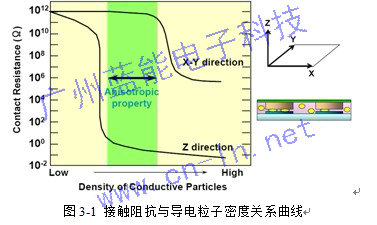
ACF电气导通主要依赖于ACF的异方导电特性,即Z轴方向与XY绝缘平面的电气导通具有明显的差异性。如图3-1接触阻抗与导电粒子密度的关系曲线所示:在Z轴方向,电极间ACF受压,树脂熔化流向其他地方,电极间导电粒子密度迅速提高,两电极均与导电粒子接触并将导电粒子压迫变形,两电极间导通;在X,Y轴方向,因空间相对较大,热压后,粒子密度小,仍然比较分散,水平方向上,电极无连接,处于绝缘状态。在电气连接方面,ACF热压垂直方向上电极间接触阻抗可小于0.1奥姆;水平方向上,电极间阻抗为十的九次方奥姆。
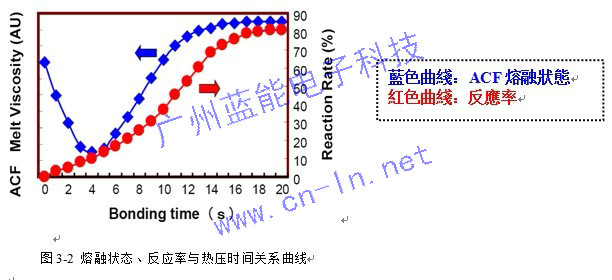
如图3-2 ACF热熔粘度、反应率与热压时间关系。热压过程中,树脂进入熔融状态,温度下降时,树脂固化。ACF热压反应率要求在80%以上。ACF热压拉力强度可达5N/cm以上。
4. ACF热压作业流程,所需设备、治工具、耗材
表4-1 ACF热压作业流程,相关设备、治工具、耗材
站别 | 作业内容 | 产能/作业员数量 | 使用设备/治工具/耗材 |
预压站 | PCB金手指清洁; PCB放置到预压机上,热压区域上贴附ACF胶; 取下PCB。 | 6s/pcs 1人 | 预压机,热压上模(热压头), 热压下模(PCB固定治具), 硅胶带,感压纸,酒精,抹布。 |
本压站 | 已贴好ACF胶的PCB、FPC放到本压机上; PCB与FPC辨识对位; 热压;取下产品。 | 25s/pcs 1人 | 本压机,热压上模(热压头), 热压下模(PCB、FPC固定治具), 硅胶带,感压纸。 |
维修站 | NG品FPC拆卸; PCB上热压区域除胶; | 5min/pcs 1人 | 清洁剂,尖镊子,显微镜,酒精,抹布。 |
ACF热压作业流程,所使用的相关设备、治工具、耗材如表4-1所列。
a. ACF预压机(贴附ACF胶)
ACF预压机采用的是恒温式加热。热压头采用高强度优质合金材料,使压头经过高温后端面可保持平整。
b. ACF本压机(软硬板压合)
ACF本压机采用的是脉冲电源加热方式,即是利用脉冲电流流过钼、钛等高电阻材料时产生的焦耳能量进行加热。利用一个高功率(5000W)的变压器产生一个低电压的大电流,通过焊接头令其迅速发热。脉冲电流就是指电流的ON及OFF频率比例,此脉冲比例越大,电流输出越大,焊接头升温越快。
c. 热压上模(热压头)
热压上模(热压头)需针对每一个产品而具体设计。热压头尺寸的设计主要考虑的是需保证可Cover因治具公差和PCB固定有松动,进而导致的贴胶位置&热压位置偏差。一般地,压头宽需比ACF胶宽度单边至少大0.30mm;在长度上,压头需比ACF贴胶长度单边宽0.25mm。
d. 热压下模(产品的定位治具)
预压机的下模(固定治具)一般同时可固定多个产品,以便一次性接连进行多个产品的贴胶动作,提升效率。对于下模的质量要求,就需保证其对PCB的定位不可太松动,同时多个产品固定OK后,其前后位置相差不大,如此才能确保可同时将ACF贴到一定的热压区域上。本压机的下模(固定治具),需确保对PCB,FPC的良好固定,以确保CCD辨识系统锁定的辨识点,不会因松动,而有所变化。
e. 其他耗材
硅胶带:放置在热压机上,位于压头与产品之间,起到缓冲平整作用。
感压纸:应用于平整度测试时,确认平整度。
清洁剂:重工维修时,清洁PCB上的ACF胶的溶剂。目前社内使用的清洁剂型号为RW-66。
酒精、抹布:在PCB预贴胶时,对PCB金手指清洁;重工维修时,清洁除ACF胶。
5. ACF热压产品的相关设计规范(含PCB、FPC、热压头)
PE作为ACF热压制程的主导部门,对于RD设计之产品(如PCB,FPC)需依据下述规范进行check,不当之处提出并作建议修改。具体请参照附件《ACF热压相关设计规范》。
广州蓝能电子,最专业的脉冲热压机制造商。
6. 热压制程注意事项
a. ACF热压制程关键管控项1:温度
ACF胶来料均有明确之热压到达温度规格,即热压头经过硅胶带&FPC后,到达热压区域表面之温度。例如,预压到达温度80+/-10℃,本压到达温度180+/-10℃。不同类型ACF胶,到达温度规格会不相同。在试线阶段中,需调整机台温度设定,使到达温度在规格内,同时确认此温度下,热压质量OK。在SOP里,需注明机台温度设定值、到达温度规格值、点检方法、点检频率。
点检仪器:温度计(型号:Center 300)
点检方法:将温度计之热电偶线放置于热压区域上,进行一次热压,测量压头经过硅胶带&FPC,到达热压平面温度。
点检频率:1次/周。
b. ACF热压制程关键管控项2:压力
ACF胶来料均有明确之热压到达压强规格。在实际应用中,需转化计算出热压到达压力。如ACF来料热压压强为1~3MPa,取压强中间值2MPa,同时热压接触面长*宽=19mm*2mm时计算,则热压到达压力F=压强P(2MPa)*面积(19*2 mm²)=76N。若实际测试所用的压力表显示单位为Kg,则需进一步转化F/G=76N/9.8N/Kg=7.76Kg。在新产品的试线中,需尝试调校机台气压值,得出多个到达压力值,分别进行热压试验,通过分析比较热压之导电粒子爆破情况,确认最佳之热压到达压力。在SOP里,需注明机台气压设置值、到达压力规格值、点检方法、点检频率。
点检仪器:压力点检仪(型号: XJC-CF490),如图5-1所示。
点检方法:将压力点检仪的压力传感探头放置于图5-2所示机台位置 ,手动模式使压头压下,压力点检仪显示数值即是到达压力值。

点检频率:1次/班。
ACF热压制程关键管控项3:平整度
平整度实际是热压上模(热压头)与热压下模(产品固定治具)相对的平行程度。在预压机台上,若平整度不良,会导致气泡,ACF胶贴附不紧而翘起等问题。在ACF本压上,对平整度要求尤为严格。因ACF连接是通过两电极压迫导电粒子而实现电气导通。在本压中,若平整度不良,有部分热压区域被压OK,可接触上;而另一区域热压头与热压平面几无接触,此部分导电粒子无被压迫,则有电气连接失败之风险。在SOP上需注明平整度点检方法、点检频率。
点检仪器:使用感压纸进行点检确认。
点检方法:通过调整机台上的固定螺丝,顶起螺丝实现。实际中,机台上有硅胶带起缓冲作用,点检时,是将产品(PCB)放置于治具上,将感压纸放置于产品(PCB)上,无硅胶带情况下,压下压头,通过感压纸颜色判断平整度。
点检频率:1次/班。
d. ACF热压制程关键管控项4:时间
ACF胶来料对热压时间作限定。实际的机台热压时间设定需严格依照规格书,同时,本压机台上需每天点检确认热压高温时间。
点检频率:1次/班。
e. ACF热压制程关键管控项5:ACF存储取用
一般,在密封状态下,ACF胶保存于-10~5℃,ACF胶有效期为6个月。取用时,需在密封状态下,静置1H,而后使用。当天未使用完之ACF胶,需封装好后,放回-10~5℃环境中存储。在SOP中,需对以上保存环境,使用方法进行明确之说明管控。对ACF胶之取用时间、解冻时间、回存时间进行详细记录,以作管控确认。
存储设备:冰箱。
管控方法:对冰箱温度进行点检。存放取用时,做好相应时间、存取人员记录。
点检频率:1次/班。
f. ACF热压制程关键管控项6:ACF来料管控
ACF胶的异方性导电特性,对于ACF胶内的导电粒子密度、均匀度具有很高的要求。在实际使用操作中,需对使用之ACF胶取样,确认其粒子密度、均匀度。
确认设备:500倍以上显微镜
确认方法:在500倍显微镜下,确认其粒子密度、均匀度。如:来料导电粒子直径规格:10um;来料导电粒子密度规格:1500+/-500 pcs/mm²。实际操作上,对每卷ACF胶(50m),开启使用时,裁剪一小段。在500倍显微镜下,随即抽取5个单位小面积(如0.08mm²),分别点数导电粒子数目,并与来料规格对比,确认来料导电粒子密度是否符合规格,粒子分布是否均匀。同时,测量确认导电粒子直径。
确认频率:每卷ACF胶取样确认1次。
g. ACF热压制程关键管控项7:NG品重工管控
对于NG品,可将FPC拆掉,清洁PCB上的ACF胶。FPC报废,PCB可回收进行热压。
重工使用耗材设备:ACF胶清洁剂(型号:RW-66),酒精,棉签,显微镜。
FPC拆卸规范:将热风枪调整为180℃(ACF本压时温度),将产品FPC面朝向热风枪口,加热后,使用镊子撕下FPC。
PCB除胶规范:拆除FPC后,在PCB的ACF胶面涂上ACF胶清除剂,待静置20min后,在显微镜下使用尖镊子划挑PCB热压pad间ACF胶,而后利用酒精清洗;第一次除胶后,需确认是否清洁干净,若未干净,则需再次涂清洁剂,再进行一次除胶。除胶过程中,应注意避免镊子破坏PCB线路。
除胶效果确认:使用显微镜除胶效果进行确认。
h. ACF热压制程关键管控项8:作业环境管控
因避免灰尘掉到热压区域上,影响产品电气导通,ACF热压需在无尘环境中进行。
7.评价项目、方法
在新机种试线,或是导入新的ACF胶料时,需谨慎地作一系列的验证,以确认此ACF胶料质量OK,并适用新机种。具体评价项目,方法见表7-1。
序号 | 项目 | 方法 | 使用设备 | 规格 |
备注 |
1 | 接触阻抗 | 热压后,测试计算热压处接触阻抗 | mΩ万用表 | 依照ACF胶规格书。如0.1Ω以下。 | |
2 | 拉力测试 | 使用拉力测试仪垂直向上拉FPC,确认拉力强度 | 拉力测试仪 | 依照ACF胶规格书。如5N/cm以上。 | |
3 | 高温高湿、温度循环测试 | 进行高温高湿、温度循环后,进行第1、2两项测试 | 高温高湿,温度循 环测试机以上第1、2两项 | 与未进行高温高湿、温度循环之板子进行比较确认。 | |
4 | 粒子爆破状况 (确认热压压力是否OK) | 将热压OK之板子,除掉FPC,在显微镜下观察热压区域上的导电粒子爆破情况,爆破比例。 | 500倍显微镜 | 一般直径为10um之粒子爆破后长径变为15um为OK。爆破比例在90%以上。 |
适用于导电粒子为树脂外镀镍/金类ACF胶。 |
5 | 切片试验 | 进行研磨操作,在500倍显微镜下察看PCB与FPC迭合状况,导电粒子(仅限镍粒子)刺进被压接线路状况。 | 研磨设备,500倍显微镜 | 迭合OK,无偏位。镍粒子正常刺进被压接线路。 |
适用于导电粒子为镍粒子累ACF胶。 |
6 | 反应率 (确认ACF胶熔融粘度) | 由厂商使用FT-IR测试确认。 | FT-IR | 80%以上。 | |
7 | 外观察看 | 显微镜下确认FPC与PCB金手指是否有迭合偏位 | 显微镜 | 需迭合OK |
广州蓝能电子科技有限公司www.cn-ln.net拥有丰富精密热压焊的技术和经验,核心技术逆变式脉冲热压机在国内享有盛誉。完全有能力为客户找到完善的焊接解决方案。公司设有工艺实验室,欢迎前来试样。
-
联系我们
-
售后服务
联系地址
广州市白云区西槎路671号聚龙工业区29栋7楼
固定电话
020-34154005
移动电话/微信
13922491768
电子邮件
sales01@cn-ln.net





微信扫码咨询
抖音扫码关注
视频号扫码关注
公众号扫码关注
广州蓝能智能装备股份有限公司
020-34154005 / 34252975
传真:020-34154005
QQ:459359414,2295546976
邮箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
网址:www.cn-ln.net
公众微信号: cnlndz
地址:广州市白云区西槎路671号聚龙工业区29栋7楼

扫一扫保存联系方式