
欢迎进入蓝能官方网站!
【电话热线】020-34154005
抖音扫码关注



微信扫码咨询
【手机微信】13922491768
020-34252975
产品中心
Products Center
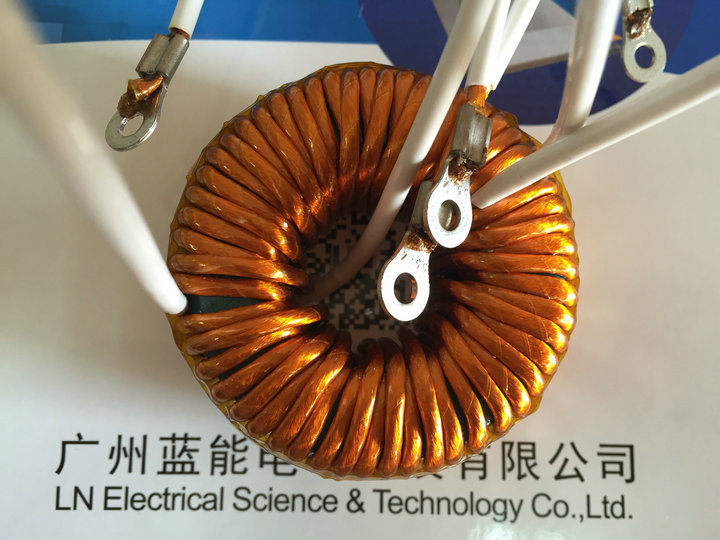
充电桩变压器接线端子与漆包线焊接机-不用刮漆皮,不用焊锡(广州蓝能电子科技有限公司)
LN-RRJ45充电桩线鼻子热熔焊接机
主要用于变压器漆包线线鼻子、电机定子引出线、马达换向器、电磁阀线圈、变频电机等的焊接。
漆包线铜端子热压焊从原理上讲和电阻焊接一样,是把端子与有绝缘层的引线进行加热软化后压接在一起,使之连通导电的一种端未处理方法。利用这种加工方法,可以省却剥导线绝缘层这一工艺过程。
充电桩线鼻子热熔焊接是把电极产生的电阻热传到端子上,利用这个热量以及加压力进行压接。是利用电阻热能保证首先剥离导线的镀层,然后依靠端子的夹力来确保结合强度的热压工艺手段。这里需要强调的是,热压焊并不是焊接,而是热压接这一概念。
特别要注意导线的断线、镀层剥离不足、压夹不足等不良情况。也就是说要确实施行前面所述的品质管理工作。
充电桩变压器漆包线接线端子热熔焊接机技术参数:
电压 | 380 V (±5%) 50-60Hz | 最大功率 (占空因数) | 45KVA (50%) |
工作压力 | 6bar/0,6MP | 工作温度 | 10°-40° |
要求的空气流量 | 19L/min | 工作湿度 | 0% -85% 无冷凝 |
焊接温度 | 600°C | 耗气量 | 5 L/min |
程序数 | 60 | 点焊头压力范围 | 气路/油路系统 最大1000 Kg |
电极直径 | 6-35mm (外部) | 焊接时间 | 3S-12S |
焊接范围 | 整个截面直至60mm² | 尺寸 : (长x宽x高) mm | 800x800x1750 |
充电桩变压器漆包线接线端子热熔焊接机工作原理和步骤:
作为焊接支持,LN-RRJ45焊接机需要用到连接器或接线头(线耳)。一旦将连接器或接线头(线耳)在电极间放好,一个气动缸系统会使其锁定,以便能插入电线和电缆。
焊接过程包括两项同时发生的操作:1、经过电极之间的电流加热连接器或接线头(线耳)并导致漆包线线漆皮汽化,2、电极作用于支架上的压力将其压紧成为一体,具有极高的电机性能。
1、最初的热量将电磁线(漆包线)的漆皮气化;
2、进一步的加热,漆皮气化后,为铜线和铜线连接在一起提供条件;
3、最后,进一步的加热和施加压力,洁净后的铜线互相热量传递扩散。不仅仅是铜线连接在一起,铜线还和端子也连接在一起。
4、在通电断开后,压力需要继续保持,避免铜线连接松开。
5、通过此种熔接方法形成的连接,拉力强大和耐用,并且几乎“零电阻”的连接。
充电桩变压器漆包线接线端子热熔焊接机设备操作流程
1、工人将产品与治具推至焊接工作平台内;
2、作业员将电机上所需焊接的端子位置对准至下电极焊接区域;
3、脚踩下“脚踏开关”——上电极下压到位,上电极压紧产品——再次手按下“通电开关”——焊接——焊接完成上电极自动复位——切换焊接点位循环作业——推出产品回归产线——重复作业。(任意过程可以按急停开关复位)。
我司焊机可以保存60组参数,每一组参数对应保存了焊接电流、焊接时间、焊接压力(需选用电器比例阀)。在焊接不同规格的端子时,只需通过操作界面触摸屏选择对应的参数。
生产节拍:
焊接一个线鼻子,时间 3S——12S。
充电桩变压器漆包线接线端子热熔焊接机设备功能:
LN-RRJ45型焊接机的所有功能都由一个带液晶显示触摸屏板面控制,在此定义了与焊接有关的所有参数。通过它可以管理60个功率值不同、焊接启用和间歇时间及斜坡时间不同、重复次数不同的程序。不同的焊接程序可以组合为一个循环,以便能将这些程序按一定的顺序不断地重复下去。LN-RRJ65型焊接机可以最多管理60个不同的循环。
控制模式:
LN-RRJ45型焊接机通过电流或电压控制模式,且电流的改变可以通过自动的方式得到补偿。
通过电气比例阀能够设置和保存每一组焊接的压力值。
可选配件:
空气进化器;制冷水箱;液压升降台;直径不同的电极;电气比例阀;
充电桩变压器漆包线接线端子热熔焊接机检测标准:
1、导通率:每一根漆包线都是导通的;
2、电阻率:电阻率不高于企业标准。
3、熔接程度:剥开端子,能够清晰看到每一根漆包线都是明显的去掉了漆皮,从端子的中间锯开,能够明显看到漆包线之间是几乎没有缝隙的;
4、测试拉力:每根漆包线不能拉出,只能拉断。
5、端子外观:端子的任何部分没有熔融的现象。
充电桩变压器漆包线接线端子热熔焊接机优势:
1、不用事先去漆皮,不用焊锡;
2、接线铜端子熔接工艺,熔接部分具有更低的电阻;
2、焊接强度是远远高于其他“焊锡工艺”等;
3、通过此种熔接方式,不可能将电磁线从“接线端子”里拔出来;
4、通过此种焊接方式,成本低,没有其他的耗材成本;
5、可以精密控制电流的输出;
6、操作人员只需要进行非常简单的培训,操作人员只需要开机启动选择参数就可以;
7、生产效率快,一次只需几秒至二十秒就可以完成;
8、 可配有直径不同的电极,而且它们的更换方式很简单、迅捷。





-
联系我们
-
售后服务
联系地址
广州市白云区西槎路671号聚龙工业区29栋7楼
固定电话
020-34154005
移动电话/微信
13922491768
电子邮件
sales01@cn-ln.net





微信扫码咨询
抖音扫码关注
视频号扫码关注
公众号扫码关注
广州蓝能智能装备股份有限公司
020-34154005 / 34252975
传真:020-34154005
QQ:459359414,2295546976
邮箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
网址:www.cn-ln.net
公众微信号: cnlndz
地址:广州市白云区西槎路671号聚龙工业区29栋7楼

扫一扫保存联系方式